خط تولید ورق پلاستیکی - کارتن پلاست، پی وی سی، PP - قیمت
تعداد شرکت های فعال: 5 شرکت
فاقد توضیحات...
قیمت : - برای اطلاع از قیمت استعلام کنید.[[ comment.sender ]]
[[ comment.description ]]
[[ reply.sender ]] (در پاسخ به [[comment.sender]])
[[ reply.description ]]
مقالات مربوط به ماشین آلات - دستگاه های فرآوری پلاستیک

خط تولید ورق پلاستیکی ؛ از صفر تا صد دستگاه تولید ورق پلاستیکی
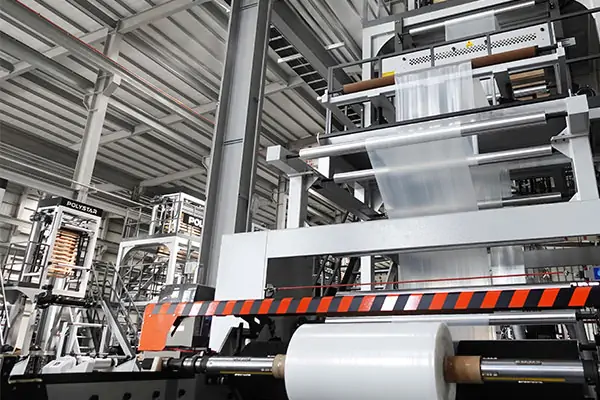
دستگاه اکسترودر
- قیف: مخزن قیفی شکلی است که در بالای دستگاه اکسترودر قرار دارد. جایی است که مواد خام پلاستیکی به شکل گلوله یا گرانول بارگیری میشود. قیف تامین مداوم مواد پلاستیکی را برای فرآیند اکستروژن تضمین میکند.
- پیچ: دستگاه اکسترودر مجهز به یک پیچ دوار در داخل سیلندر گرم شده است. وظیفه اصلی ماردون انتقال مواد پلاستیکی از قیف به سمت سر قالب است. همانطور که ماردون میچرخد، مواد پلاستیکی را به جلو منتقل میکند، در حالی که آن را ذوب و مخلوط میکند. طرحها و پیکربندیهای مختلف ماردون با توجه به ویژگیهای خاص مواد پلاستیکی مختلف طراحی شده است.
- سیلندر: سیلندر ماردون دوار را احاطه کرده و محیط کنترل شده ای را برای گرم شدن و ذوب شدن مواد پلاستیکی فراهم میکند. این به چندین منطقه تقسیم میشود که هر کدام مکانیسم گرمایش و سرمایش خاص خود را دارند. مناطق سیلندر معمولاً شامل منطقه تغذیه، ناحیه تراکم، منطقه انتقال و منطقه اندازه گیری است. عناصر گرمایش داخل سیلندر اطمینان حاصل میکنند که مواد پلاستیکی به دمای مطلوب رسیده و برای ذوب و همگن شدن کارآمد حفظ میشوند.
- عناصر گرمایش و سرمایش: عناصر گرمایش و سرمایش در سیلندر گنجانده شده اند تا دما را در طول فرآیند اکستروژن دقیقاً کنترل کنند. بخاریهای الکتریکی یا مبدلهای حرارتی برای گرم کردن سیلندر تا دمای مورد نظر استفاده میشوند، در حالی که سیستمهای خنک کننده مانند فنها یا ژاکتهای آب به حفظ دمای اکسترودر در محدوده بهینه کمک میکنند.
کلگی اکسترودر
- قالب: کلگی قالب جزء مهمیاست که در انتهای دستگاه اکسترودر قرار دارد. شکل و ضخامت ورق پلاستیکی تولید شده را تعیین میکند. قالب به صورت سفارشی بر اساس نیازهای خاص ورق مانند عرض، طول و ضخامت آن طراحی میشود. مواد پلاستیکی ذوب شده از طریق دهانه قالب جریان مییابد و شکل و ابعاد مورد نظر را به آن میدهد.
- صفحه منحرف کننده: صفحه دفلکتور درست بعد از لبههای قالب در سر قالب قرار میگیرد. هدف آن اطمینان از توزیع یکنواخت مواد پلاستیکی ذوب شده در عرض دهانه قالب است. با هدایت جریان مواد، صفحه منحرف کننده به دستیابی به ضخامت یکنواخت در ورق پلاستیکی حاصل کمک میکند. همچنین به کاهش تلاطم و جلوگیری از هر گونه بی نظمییا انسدادی که ممکن است بر کیفیت ورق تأثیر منفی بگذارد کمک میکند.
- لبههای قالب: دای لیپها آخرین قسمت سر قالب هستند که از طریق آن مواد پلاستیکی ذوب شده اکسترود میشود. آنها خروجی قالب را تشکیل میدهند و شکاف یا بعد شکافی را که از طریق آن مواد پلاستیکی به بیرون رانده میشود، کنترل میکنند. لبههای قالب را میتوان برای دستیابی به ضخامت مطلوب ورق پلاستیکی تنظیم کرد.
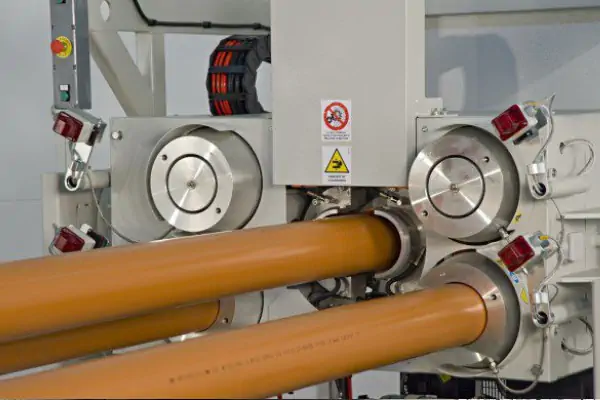
دستگاه کلندر
- غلتکها: دستگاه تقویم متشکل از چند غلتک ضد چرخش است که در یک پشته چیده شده اند. پشته غلتکها فشار وارد میکند و عملکردهای مختلفی مانند صاف کردن سطح ورق پلاستیک، کاهش ضخامت آن و ایجاد هرگونه بافت یا الگوی دلخواه را انجام میدهد. غلتکها میتوانند از فولاد یا مواد دیگر ساخته شوند و دمای آنها را میتوان بر اساس ویژگیهای مواد پلاستیکی در حال پردازش تنظیم کرد.
- غلتک تخت بالا: غلتک تخت بالایی برین غلتک در پشته دستگاه کلندر است و هنگام عبور از دستگاه به ورق پلاستیکی فشار وارد میکند. فشار به شکل دهی ورق و دستیابی به ضخامت یکنواخت کمک میکند.
- غلتک تخت پایینی: غلتک تخت پایینی پایین ترین غلتک در پشته دستگاه تقویم است که از ورق پلاستیک پشتیبانی میکند. به حفظ ضخامت مورد نظر کمک میکند و از هرگونه اعوجاج در حین عملیات کلندری جلوگیری میکند.
- غلتکهای خنک کننده: در برخی موارد، دستگاه کلندر ممکن است شامل غلتکهای خنک کننده در انتهای پشته غلتکی باشد. این غلتکهای خنک کننده به سرعت ورق پلاستیکی را خنک میکنند و انجماد و جابجایی آسان آن را تسهیل میکنند. فرآیند خنک سازی به حفظ ابعاد و خواص مورد نظر ورق کمک میکند.
سیستم خنک کننده و تثبیت کننده
- فنهای خنک کننده: از فنهای خنک کننده یا دمندهها برای بهبود فرآیند خنک سازی ورق پلاستیکی پس از کلندری استفاده میشود. آنها به گردش هوا در اطراف ورق کمک میکنند و باعث تسریع حذف گرما و انجماد سریعتر میشوند. فنهای خنک کننده را میتوان برای دستیابی به سرعت خنک کننده مورد نیاز برای مواد پلاستیکی مختلف تنظیم کرد.
- سیستم خنک کننده آبی: برای مواد پلاستیکی خاص یا ضخامتهای خاص ورق، سیستمهای خنک کننده آب ممکن است علاوه بر یا به جای فنهای خنک کننده استفاده شود. این سیستمها شامل حمامهای آب یا جتهای اسپری هستند که با ورق پلاستیکی تماس پیدا میکنند و به سرعت دمای آن را کاهش میدهند و انجماد کارآمد را ارتقا میدهند.
- سیستم کنترل تنش: سیستم کنترل کشش کشش یا تنش مناسب را بر روی ورق پلاستیکی در طول فرآیند خنکسازی و تثبیت تضمین میکند. از بروز چین و چروک، اعوجاج یا ضخامت ناهموار در ورق جلوگیری میکند. سیستم کنترل کشش از غلتکها، غلتکهای نیپ، یا غلتکهای رقصنده، همراه با سنسورها و مکانیسمهای بازخورد، برای حفظ کشش مناسب ورق در سراسر خط استفاده میکند.
- سیستم برش لبه: سیستم برش لبه هر گونه لبه ناهموار یا اضافی را از ورق پلاستیکی خنک شده حذف میکند. این تضمین میکند که محصول نهایی دارای لبههای تمیز و صاف است و برای مرحله بعدی پردازش یا بسته بندی آماده است. بسته به نیازهای خاص، پیرایش را میتوان با استفاده از برشهای چرخشی یا تیغههای ثابت انجام داد.
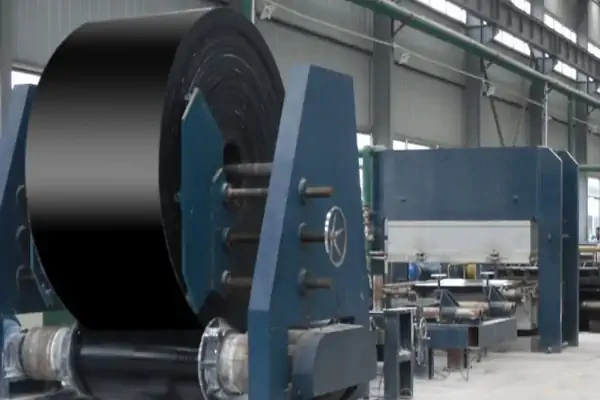
دستگاه جمع کن و برش
- جمع کن: از دستگاه بادگیر برای رول کردن ورق پلاستیکی به شکل رول یا قرقرههای بزرگ استفاده میشود که حمل و نقل و نگهداری آن را آسان میکند. دستگاه جمع کن کنترل تنش و سرعت جمع کن دقیق را برای اطمینان از رولهای یکنواخت و فشرده اعمال میکند. ممکن است شامل مکانیسمهای تغییر خودکار رول برای تولید مداوم باشد. جمع کن امکان سفارشی سازی را از نظر قطر رول، اندازه هسته و طول رول بر اساس نیاز مشتری فراهم میکند.
- اسلیتر: دستگاه برش برای برش ورق پلاستیکی پهن به رولهای باریک تر یا ورقهایی با عرض خاص استفاده میشود. بسته به ابعاد و کاربردهای مورد نظر میتواند ورق را به صورت طولی یا عرضی برش دهد. دستگاه برش شامل چندین واحد برش مجهز به تیغههای دایره ای یا تیغهها ، همراه با سیستمهای راهنمایی برای برش دقیق و دقیق است.
کنترل کیفیت و سیستمهای نظارت
- ضخامت سنج: از ضخامت سنج برای اندازه گیری و نظارت بر ضخامت ورق پلاستیک در طول فرآیند تولید استفاده میشود. این تضمین میکند که ورق در مشخصات مورد نیاز باقی میماند و ضخامت ثابتی را حفظ میکند. این سنج دادههای زمان واقعی را ارائه میدهد ، که میتواند برای ایجاد تنظیمات در پارامترهای اکستروژن و فرآیند تقویم برای کنترل کیفیت استفاده شود.
- سیستمهای بازرسی سطح: سیستمهای بازرسی سطح از دوربینها ، سنسورها یا اسکنرها برای بررسی سطح ورق پلاستیکی برای هرگونه نقص استفاده میکنند. آنها میتوانند عیوبی مانند حبابها، خراشها، آلودگیها یا تغییرات رنگ را تشخیص دهند. سیستمهای بازرسی به اطمینان از کیفیت و ظاهر ورق کمک میکند و امکان تشخیص زود هنگام هرگونه مسئله و اقدامات درمانی بعدی را فراهم میآورد.
- این دستگاهها ، با عملکرد و مؤلفههای مربوطه ، به طور جمعی در تولید موفقیت آمیز ورقهای پلاستیکی با کیفیت بالا نقش دارند. در حالی که دستگاههای خاص از تولید کنندگان مختلف ممکن است از ویژگیهای منحصر به فرد برخوردار باشند ، اجزای اساسی که در بالا ذکر شده است ، ستون فقرات یک خط تولید ورق پلاستیکی را تشکیل میدهد و فرآیندهای تولید کارآمد و قابل اعتماد را قادر میسازد.
انواع ورقهای قابل تولید با خط تولید ورق پلاستیک
از خط تولید ورق پلاستیک میتوان برای تولید انواع ورق با خواص و کاربردهای متفاوت استفاده کرد. در اینجا برخی از ورقهای پلاستیکی رایج تولید میشود:
ورقهای پلی اتیلن (PE)
ورقهای پلی اتیلن همه کاره هستند و به طور گسترده در صنایع بسته بندی، ساخت و ساز، کشاورزی و خودرو استفاده میشوند. آنها در گریدهای مختلفی مانند پلی اتیلن با چگالی بالا (HDPE) و پلی اتیلن با چگالی پایین (LDPE) عرضه میشوند که سطوح مختلفی از استحکام، انعطاف پذیری و مقاومت شیمیایی را ارائه میدهند.
ورقهای پلی پروپیلن (PP)
ورقهای PP بادوام، سبک وزن و مقاوم در برابر مواد شیمیایی هستند که آنها را برای کاربردهایی مانند قطعات خودرو، بسته بندی، لوازم التحریر و علامت گذاری مناسب میکند. آنها همچنین میتوانند برای فرآیندهای مختلف ساخت مانند ترموفرمینگ و جوشکاری استفاده شوند.
ورقهای پلی استایرن (PS)
ورقهای PS سفت، شفاف هستند و به راحتی قابل چاپ یا تزئین هستند. آنها اغلب در بسته بندی، تابلوها، پایههای نمایش و محصولات خدمات غذایی یکبار مصرف مانند فنجان، سینی و کارد و چنگال استفاده میشوند.
ورقهای اکریلیک (PMMA)
ورقهای اکریلیک شفافیت نوری عالی، مقاومت در برابر ضربه بالا و قابلیت آب و هوا را ارائه میدهند. آنها به طور گسترده ای در برنامههایی مانند پنجرهها، نورگیرها، علائم، نورپردازی خودرو و نمایشگر استفاده میشوند.
ورقهای پلی وینیل کلراید (PVC)
ورقهای پی وی سی همه کاره هستند و به شکلهای سفت یا انعطاف پذیر هستند. ورقهای پی وی سی سخت در صنایع ساختمانی، تبلیغاتی و الکتریکی کاربرد دارند، در حالی که ورقهای PVC انعطاف پذیر برای محصولاتی مانند قایقهای بادی، لولههای پزشکی و کفپوش استفاده میشود.
ورقهای پلی اتیلن ترفتالات (PET)
ورقهای PET شفاف، سبک و دارای خواص نوری عالی هستند. آنها معمولاً در بسته بندیها مانند بستههای تاول، صدفهای تاشو و سینیها و همچنین در هنرهای گرافیکی، چاپ و علامت گذاری استفاده میشوند.
ورقهای پلی اتیلن ترفتالات گلیکول (PETG)
ورقهای PETG شفافیت و چقرمگی PET را با افزایش مقاومت شیمیایی و مقاومت ضربه ای PET اصلاح شده با گلیکول ترکیب میکنند. آنها در کاربردهایی مانند بسته بندی حرارتی، نمایشگرها و تجهیزات پزشکی استفاده میشوند.
ورقهای پلی کربنات (PC)
ورقهای PC بسیار مقاوم در برابر ضربه هستند و شفافیت عالی را ارائه میدهند. آنها در طیف گسترده ای از کاربردها از جمله شیشههای ایمنی، قطعات الکتریکی، محافظ ماشین آلات و قطعات خودرو استفاده میشوند.
ورقهای پلی وینیلیدین فلوراید (PVDF)
ورقهای PVDF مقاومت شیمیایی عالی، مقاومت در برابر اشعه ماوراء بنفش و اشتعال پذیری کم را ارائه میدهند. آنها در کاربردهایی که به خواص با کارایی بالا نیاز دارند، مانند مخازن شیمیایی، آسترها و روکشهای بیرونی استفاده میشوند.
ورقهای پلی استایرن با استحکام بالا (HIPS)
ورقهای HIPS دارای استحکام ضربه ای خوب، هزینه کم و سهولت پردازش هستند. آنها معمولاً در بسته بندی، نمایشگرهای نقطه خرید و فضای داخلی یخچال استفاده میشوند.
ورقهای پلی آمید (نایلون)
ورقهای نایلونی به دلیل استحکام بالا، چقرمگی و مقاومت در برابر سایش عالی شناخته شده اند. آنها در چرخ دندهها، بلبرینگها، نوارهای سایش، اجزای ساختاری و عایق الکتریکی کاربرد دارند.
توجه به این نکته مهم است که این لیست تنها مجموعه ای از متداول ترین ورقهای پلاستیکی تولید شده را نشان میدهد. برگههای تخصصی متعدد دیگری نیز وجود دارد که هر کدام برای نیازهای صنعت خاص طراحی شده اند و برای ارائه ویژگیها و عملکردهای منحصر به فرد طراحی شده اند.
کارتون پلاست چیست؟
کارتن پلاست، یا همان کارتن پلاستیکی، توسط قرار گرفتن دو ورق خارجی مسطح بر روی یکدیگر تولید میشود. این نوع کارتن از مقاومت شیمیایی و دوام فیزیکی بالایی برخوردار است و میتواند در دماهای متنوعی بین حدود 20- تا 80+ درجه سانتیگراد کاربرد داشته باشد. ضخامت این کارتن معمولاً بین 2 تا 12 میلیمتر است و ابعاد آن به دلخواه مشتری میتواند باشد (با حداکثر عرض 2.40 سانتیمتر).
انواع کارتن پلاست
انواع مختلفی از کارتن پلاست، از جمله کارتن پلاست ورقهای (ساده)، کارتن پلاست رولی، کارتن پلاست رولی با ویژگیهای ضد آفتاب (UV)، ضد استاتیک و ضد میکروب (نانو پلاست)، و کارتن پلاست ضد آتش وجود دارند. مواد اولیه برای تولید کارتن پلاست نیز شامل پلی پروپیلن به علت خنثی بودن pH و مقاومت در برابر مواد شیمیایی، پلیاتیلن به دلیل خاصیت ضد ضربه و پلیکربنات به میزان کم و PVC و PET است.
فرآیند تولید کارتن پلاست شامل انجام عملیات اکسترودر بر روی ماده اولیه پروپیلن، سپس استفاده از غلتکهای مخصوص برای تشکیل ورقهها، و در نهایت برش و بستهبندی محصول نهایی میباشد.
تفاوت پلی کربنات و کارتن پلاست
پلی کربنات و کارتن پلاست (کارتن پلاستیکی) دو مواد متفاوت هستند که در صنایع مختلف استفاده میشوند. در زیر تفاوتهای اصلی بین آنها را بیان میکنم:
ماده اولیه
- پلی کربنات: پلی کربنات یک پلیمر ترموپلاستیک است که از مواد اولیه مانند بیسفنول A و فنول استفاده میشود.
- کارتن پلاست: این ماده از پلیمرهای مختلفی مانند پلیپروپیلن (PP) یا پلیاتیلن (PE) تهیه میشود.
خصوصیات فیزیکی
- پلی کربنات: پلی کربنات دارای شفافیت و شکلپذیری بالا است و معمولاً به عنوان جایگزین شیشه در برخی از برنامهها استفاده میشود.
- کارتن پلاست: این ماده معمولاً دارای رنگهای مختلف است و میتواند شفاف یا غیرشفاف باشد. از آن برای ساخت بستهبندیها، محافظ و کاربردهای دیگر در صنایع مختلف استفاده میشود.
مقاومت
- پلی کربنات: این ماده دارای مقاومت بالا در برابر ضربه و شکست است و به طور معمول در برابر شوکهای مکانیکی مقاومت بیشتری نسبت به کارتن پلاست دارد.
- کارتن پلاست: این ماده نیز مقاومت بالایی دارد اما ممکن است در مقایسه با پلی کربنات، مقاومت کمتری در برابر ضربه داشته باشد.
در کل، پلی کربنات به عنوان یک پلیمر شفاف و با مقاومت بالا در برابر ضربه شناخته میشود و به عنوان جایگزینی برای شیشه در بسیاری از برنامهها مورد استفاده قرار میگیرد، در حالی که کارتن پلاست بیشتر برای بستهبندی و محافظت در صنایع مختلف استفاده میشود.
تولید ورق پلی کربنات
تولید ورق پلی کربنات یک فرآیند پیچیده و تخصصی است که عموماً به وسیله فرآیند اکستروژن انجام میشود. در اینجا یک روش معمول برای تولید ورق پلی کربنات توضیح داده میشود:
1. مواد اولیه
مواد اولیه برای تولید ورق پلی کربنات معمولاً شامل پلی کربنات در حالت گرانولی، که به عنوان پلیمر اصلی استفاده میشود، میباشد. این گرانولها ممکن است با افزودن موادی مانند رنگها، مواد پرکننده یا افزودنیهای دیگر ترکیب شوند تا ویژگیهای خاصیتی و ظاهری ورق را بهبود بخشند.
2. اکستروژن
در این مرحله، گرانولهای پلی کربنات به وسیله دستگاه اکسترودر، که یک دستگاه صفحه گرم است که مواد را ذوب میکند و آنها را از یک سوراخ به شکل موشکی به صورت مایع به بیرون فشرده میکند، میرود. این مواد به سرعت در اطراف یک ماتریس شکل دهنده متمایل به شکل ورق فشرده میشوند.
3. سردکردن و ثابتشدن
پس از خروج از دستگاه اکسترودر، ورق پلی کربنات به سرعت سرد میشود تا به شکل نهایی خود بسته شود. این فرآیند سرد کردن ممکن است به وسیله هوا یا سیستمهای خنک کننده باشد.
4. برش و بستهبندی
در نهایت، ورق پلی کربنات به ابعاد و ضخامت مورد نظر برش داده میشود و سپس بستهبندی میشود تا آماده برای حمل و نقل و استفاده شود.
این فرآیند تولید ورق پلی کربنات میتواند در برخی جزئیات متفاوت باشد، اما اکستروژن به عنوان یک روش معمول برای تولید ورق پلی کربنات شناخته شده است.
تولید ورق های پلیمری
تولید ورقهای پلیمری یک فرآیند پیچیده و چند مرحلهای است که اغلب از فرآیند اکستروژن استفاده میکند. در اینجا یک فرآیند معمول برای تولید ورقهای پلیمری توضیح داده میشود:
مواد اولیه:
مواد اولیه برای تولید ورقهای پلیمری میتوانند شامل مخلوطهای پلیمری گرانولی یا پودری باشند. این مواد ممکن است شامل پلیاتیلن (PE)، پلیپروپیلن (PP)، پلیوینیل کلراید (PVC)، پلیستایرن (PS) و دیگر پلیمرهای مورد استفاده در صنایع مختلف باشند.
ذوب مواد:
در این مرحله، مواد پلیمری به طور متمرکز و با دقت در داخل دستگاه اکسترودر یا کارخانه تولید ورقهای پلیمری ذوب میشوند. اکسترودر یک دستگاه صفحه گرم است که مواد را به شکل مایع درآورده و از یک سوراخ به شکل موشکی به بیرون فشرده میکند.
شکلدهی و فرآیند اکستروژن:
مواد پلیمری در اکسترودر به شکل موکتی به بیرون فشرده میشوند. این شکلدهی به شکل و ضخامت نهایی ورق میپردازد.
سردکردن و تثبیت:
ورقهای پلیمری پس از خروج از اکسترودر به سرعت سرد میشوند تا به شکل نهایی خود بسته شوند. این فرآیند سردکردن ممکن است به وسیله هوا یا سیستمهای خنک کننده انجام شود.
برش و بستهبندی:
ورقهای پلیمری به ابعاد و ضخامت مورد نظر برش داده میشوند و سپس برای بستهبندی آماده میشوند تا برای حمل و نقل و استفاده در بازارهای مختلف آماده شوند.
همچنین، برخی از فرآیندهای پیشرفتهتر مانند فرآیند فومینگ (ساخت ورقهای سلولی) یا فرآیند اکسترودر دو لایه (ساخت ورقهای دو لایه با خواص متفاوت) نیز برای تولید ورقهای پلیمری مورد استفاده قرار میگیرند.