جوش الکتروفیوژن
تامین کنندگان
1 شرکت


دستگاه جوش نیمه اتوماتیک هیدرولیک فیوژن مجموعه ای از اجزا با هم کار می کنند تا فرآیند جوشکاری را تسهیل کنند و از هم ترازی، آماده سازی، گرمایش و محافظت مناسب لوله ها اطمینان حاصل سازند. در ادامه تک تک اجزا را به تفکیک بررسی کرده ایم. بدنه اصلی بدنه اصلی دستگاه جوش برای پشتیبانی و مرکزیت لوله های پلاستیکی در طول فرآیند جوشکاری است. این شامل دو گیره ثابت و دو گیره متحرک است که لوله ها را محکم در جای خود نگه می دارد. فشار هیدرولیک فشار هیدرولیک در سیستم برای حرکت دادن گیره ها به جلو و عقب استفاده می شود. این حرکت توسط دو پیستون که بر روی میله های فلزی حمل کننده قرار دارند تسهیل می شود. فشار هیدرولیک نیرو و حرکت لازم برای فرآیند جوشکاری را فراهم می کند. فِرِز فرز ابزاری است که برای تمیز کردن و صاف کردن هر دو انتهای لوله ها قبل از فرآیند گرمایش استفاده می شود. این تضمین می کند که انتهای لوله به درستی برای جوش آماده شده است. فیسر خودتراز شونده دستگاه جوش لب به لب به گونه ای طراحی شده است که دارای یک فیسر خود تراز شونده است که تضمین می کند که وجهه های لوله همیشه موازی باشند و در نتیجه یک جوش با کیفیت بالا ایجاد می شود. هیتر هیتر مسئول گرم کردن انتهای لوله قبل از فرآیند جوشکاری است. تنظیم دمای هیتر توسط ترموستاتی که روی صفحات قرار دارد کنترل می شود. دستگاه جوش لب به لب HDC160 مجهز به المنت حرارتی با روکش PTFE است که دمای سطح یکنواخت و گرمایش کارآمد را تضمین می کند. یونیت هیدرولیک یونیت هیدرولیک وظیفه انتقال نیروی الکتریکی لازم را به هیتر و فرز بر عهده دارد. همچنین فشار هیدرولیک را به ماشین اصلی می رساند و عملکرد آن را امکان پذیر می کند. ساپورت ساپورت دستگاه شامل یک پوشش محافظ است. این پوشش دو منظور دارد: از اتلاف گرما از هیتر جلوگیری می کند، گرمایش کارآمد را تضمین می کند و از عوامل خارجی که می توانند بر عملکرد آن تأثیر بگذارند محافظت می کند. مشخصات فنی اندازه لوله (میلی متر) 160mm-315mm حداکثر دمای صفحه گرمایش 250 ℃ انحراف دما در سطح (170-250) ± 5 ℃ حداکثر تحمل اتصال جوش 0.3 میلی متر ایستگاه هیدرولیک حداکثر فشار کاری 6MPa ولتاژ کاری 220 ولت فرکانس کاری 50-60 هرتز توان/ولتاژ موتور ایستگاه هیدرولیک 0.75KW/220V برق/ولتاژ صفحه گرمایش 3KW/220V قدرت/ولتاژ موتور ابزار برنامه ریزی 1.2KW/220V حداکثر قدرت 4.95 کیلووات وزن ناخالص (کیلوگرم) 187.3 کیلوگرم وزن خالص 154.8 کیلوگرم حجم کل 0.740 متر مربع

فروش دستگاه جوش الکتروفیوژن، جورج فیشر MSA 350، دست دوم، بسیار تمیز و کم کارکرد. با ۶ ماه گارانتی و
[[ comment.sender ]]
[[ comment.description ]]
[[ reply.sender ]] (در پاسخ به [[comment.sender]])
[[ reply.description ]]
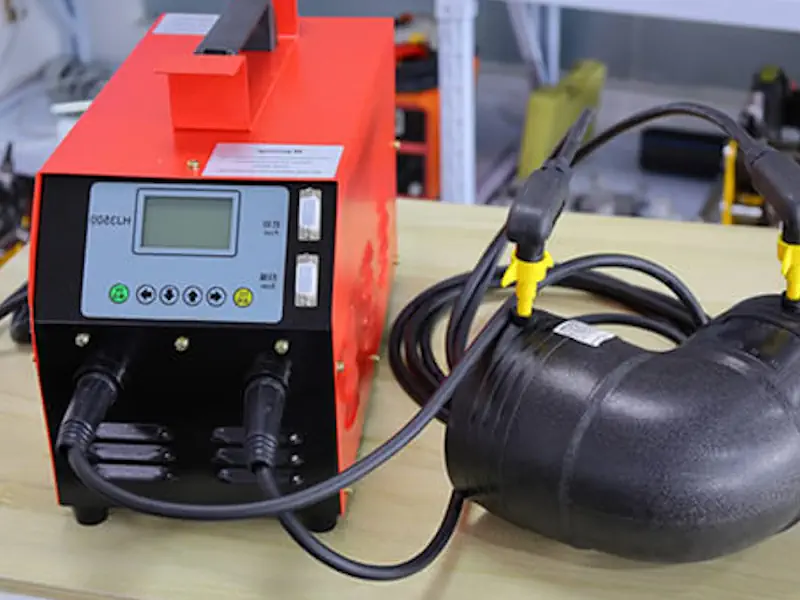
جوش الکتروفیوژن یک روش پیشرفته و ایمن برای اتصال لولهها و اتصالات پلیاتیلن است که در آن از جریان الکتریکی بهمنظور تولید حرارت استفاده میشود. در این روش، حرارت توسط مقاومت الکتریکی موجود در اتصالات بهطور مستقیم ایجاد شده و باعث ذوب سطوح لولهها و اتصالات میشود تا پیوندی محکم و دائمی ایجاد گردد. این فرایند در خطوط لولهکشی گاز و آب، بهویژه در مکانهایی که دسترسی به تجهیزات جوشکاری سنتی دشوار است، بسیار کاربرد دارد. در ادامه، جزئیات بیشتری از این روش آورده شده است:
1. مکانیزم کار جوش الکتروفیوژن
در جوش الکتروفیوژن، اتصالات ویژهای به نام "کوپلر" یا "اتصال الکتروفیوژن" استفاده میشود که در داخل آن سیمهای مقاومتی قرار دارند. زمانی که جریان الکتریکی از طریق دستگاه جوشکاری الکتروفیوژن عبور میکند، این سیمها گرما تولید میکنند که باعث ذوب سطح لولهها و اتصالات میشود. این فرآیند مشابه جوشکاری ذوبی است، اما بهجای استفاده از حرارت مستقیم برای ذوب سطح، از جریان الکتریکی بهرهبرداری میشود. همچنین، از دستگاهی به نام "جعبه کنترل" برای تنظیم جریان و زمان جوش استفاده میشود.
2. مزایای جوش الکتروفیوژن
- ایمنی بالا: یکی از مهمترین مزایای این روش، ایمنی بسیار بالای آن است که باعث میشود این نوع اتصال مورد تأیید استاندارد IGS برای خطوط انتقال گاز قرار گیرد.
- اتصال با مواد مختلف: جوش الکتروفیوژن محدودیت جوش بات در اتصال لولههایی با جنسهای مختلف پلیاتیلن را ندارد. این بدان معناست که این روش میتواند برای اتصال لولههای پلیاتیلن با انواع تراکمها و ساختارهای مختلف استفاده شود.
- سرعت بالا و تمیزی اتصال: فرایند جوشکاری در این روش بهصورت خودکار انجام میشود و نتیجهای تمیز و با کیفیت را به همراه دارد. همچنین زمان جوشکاری کوتاه است.
- قابلیت استفاده در فضای محدود: این روش بهویژه در فضاهای محدود و دشوار قابل استفاده است، مانند حفاریهای جهتدار یا تعمیرات زیرزمینی.
- عدم نیاز به عملیات پیچیده در هنگام نصب: برخلاف جوش بات که نیاز به ابزارهای پیچیده و مهارت خاص دارد، جوش الکتروفیوژن نصب بسیار سادهتری دارد و تنها به جریان الکتریکی و دستگاه جوشکاری مناسب نیاز است.
3. محدودیتها و چالشها
- هزینه بالا: هزینه جوش الکتروفیوژن معمولاً بالاتر از روشهای دیگر مانند بات است.
- محدودیت قطر لوله: این روش برای لولههایی با قطر بزرگتر از 250 میلیمتر اقتصادی نیست. بنابراین برای لولههایی با قطر بالاتر، از روشهای دیگری مانند بات یا روشهای مکانیکی استفاده میشود.
- نیاز به تجهیزات تخصصی: این روش نیاز به دستگاههای خاصی مانند جعبه کنترل و بارکدخوان دارد که تنظیمات و عملکرد صحیح آنها ضروری است.
- پایداری در شرایط محیطی خاص: اتصالات الکتروفیوژن بهویژه در معرض نور خورشید و دمای بالا آسیبپذیر هستند. به همین دلیل، باید در شرایط مناسب نگهداری شوند.
4. نکات اجرایی مهم در جوش الکتروفیوژن
برای تضمین کیفیت اتصال و ایمنی فرایند، نکات خاصی باید رعایت شوند:
- آموزش کارکنان: تنها کارکنان آموزشدیده و دارای گواهینامه باید فرایند جوشکاری را انجام دهند.
- تمیزکاری لولهها: لولهها باید با مواد مشخص شده توسط تولیدکننده تمیز شوند تا از ایجاد هرگونه آلودگی یا ذرات خارجی جلوگیری شود که ممکن است بر کیفیت جوش تأثیر بگذارند.
- استفاده از تجهیزات کالیبره شده: برای اطمینان از عملکرد دقیق دستگاهها، باید از تجهیزات کالیبره شده استفاده شود.
- زمان جوشکاری: زمان مناسب برای جوشکاری بسیار مهم است. جوش باید به مدت مشخصی تحت تأثیر حرارت قرار گیرد تا اتصال محکم و بدون نقص ایجاد شود.
- عدم حرکت پس از جوشکاری: پس از جوشکاری، نقاط اتصال نباید حداقل 10 دقیقه حرکت داده شوند تا اطمینان حاصل شود که اتصال بهطور کامل سرد و سفت شده است.
- حفاظت از سیمهای کوپلر: باید از آسیب به سیمهای مقاومتی درون کوپلر جلوگیری شود تا از عملکرد صحیح و ایمن اتصال اطمینان حاصل شود.
5. مراحل انجام جوش الکتروفیوژن
- اندازهگیری قطر لوله: قطر لوله باید بهدقت اندازهگیری شده و اتصالات مناسب انتخاب شوند.
- برش لوله: لوله باید بهطور مستقیم و بدون ایجاد هیچگونه انحراف یا زاویه برش داده شود.
- تمیزکاری لوله: قبل از نصب اتصالات، سطح لوله باید بهدقت تمیز شود.
- علامتگذاری نواحی جوش: نواحیای که باید برداشته شوند، با دقت علامتگذاری میشوند.
- اتصال لوله به کوپلر: پس از نصب اتصالات، باید از دستگاه بارکدخوان برای ثبت اطلاعات و تنظیمات استفاده شود.
- جوشکاری: فرایند جوشکاری با دستگاه جوش الکتروفیوژن شروع میشود.
- تست فشار: پس از اتمام جوشکاری، تست فشار برای اطمینان از صحت اتصال انجام میشود.
6. نکات نگهداری و ذخیرهسازی اتصالات الکتروفیوژن
- نگهداری در دماهای مناسب: اتصالات باید در انباری نگهداری شوند که دمای آن از 50 درجه سانتیگراد بیشتر نباشد.
- عدم exposure به نور خورشید: اتصالات باید از نور مستقیم خورشید دور نگه داشته شوند تا از تاثیرات منفی UV جلوگیری شود.
7. مقایسه جوش الکتروفیوژن با جوش بات
- قابلیت استفاده در مکانهای محدود: جوش الکتروفیوژن برای اتصال در مکانهای غیرقابل دسترس مناسب است، در حالی که جوش بات نیاز به فضاهای وسیعتری دارد.
- تنوع مواد قابل اتصال: جوش الکتروفیوژن قادر به اتصال لولههایی با جنسهای مختلف است، در حالی که جوش بات نیاز به لولههایی با ضخامت مشابه دارد.
- محدودیتها در سایز لوله: جوش بات قادر به اتصال لولههای بزرگتر از جوش الکتروفیوژن است.
با رعایت این نکات و دستورالعملها، میتوان از جوش الکتروفیوژن بهطور مؤثر و ایمن در پروژههای مختلف استفاده کرد و از اتصال محکم و بدون نشتی لولهها اطمینان حاصل کرد.